在工业4.0与智能制造浪潮的推动下,利用先进的计算机网络技术实现全厂设备的综合管理,已成为现代制造企业提升运营效率、保障生产安全、降低维护成本的核心战略。这不仅是一个技术集成项目,更是一套覆盖数据采集、传输、处理、分析与决策支持的完整计算机系统服务生态。
一、 系统架构与核心技术
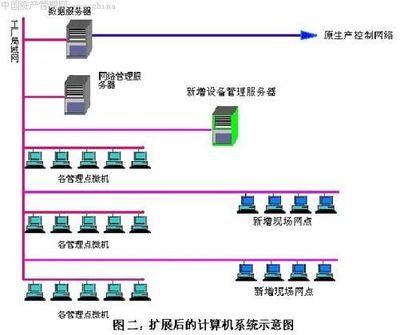
全厂设备综合管理系统的构建,依赖于一个稳定、高效、可扩展的计算机网络架构。通常采用分层设计:
- 感知层(设备层): 通过各类传感器、智能仪表、PLC(可编程逻辑控制器)和物联网(IoT)终端,实时采集设备的运行状态数据(如温度、压力、振动、电流、开关状态等)。这些数据是系统管理的“源头活水”。
- 网络层(传输层): 利用有线的工业以太网、光纤网络,以及无线的Wi-Fi、4G/5G、LoRa、ZigBee等网络技术,构建一个覆盖全厂区的异构融合网络。该网络负责将海量的设备数据安全、可靠、低延迟地传输至数据中心或云平台。工业协议(如Modbus、OPC UA、PROFINET)与通用网络协议(TCP/IP)的转换与适配是关键环节。
- 平台层(数据处理层): 在数据中心或云端,部署强大的服务器集群与存储系统。利用大数据处理平台(如Hadoop、Spark)、时序数据库(如InfluxDB)和实时计算引擎,对汇聚而来的设备数据进行清洗、整合、存储与初步分析。
- 应用层(服务层): 这是面向用户的核心,提供各类具体的计算机系统服务,包括:
- 设备监控与可视化: 通过Web或移动端界面,以图表、3D模型、数字孪生等形式,实时展示全厂设备的运行状态、地理位置、报警信息。
- 预测性维护: 基于机器学习算法,对设备历史运行数据进行分析,预测关键部件的剩余使用寿命和故障概率,提前生成维护工单,变“事后维修”为“事前维护”。
- 资产管理: 对设备从采购、入库、安装、运行、维护到报废的全生命周期进行数字化管理,跟踪设备价值、折旧、维保合同及备件库存。
- 能源管理: 监测和分析主要耗能设备的用电、用气情况,识别能效瓶颈,优化设备运行参数与启停策略,实现节能降耗。
- 工单与调度管理: 自动化生成、派发、跟踪和闭环处理维护工单,优化维修人员与资源的调度。
- 报表与决策支持: 自动生成各类管理报表(如OEE整体设备效率、MTBF平均故障间隔时间),为管理层提供数据驱动的决策依据。
二、 关键计算机系统服务价值
- 提升设备可用性与生产效率: 实时监控与预测性维护大幅减少了意外停机时间,保证了生产线的连续稳定运行,直接提升产能与OEE。
- 优化维护成本与资源配置: 从定期预防性维护转向基于状态的预测性维护,减少了不必要的维护活动和备件库存,使维护人力与物料资源的使用更加精准高效。
- 强化安全管理与风险控制: 对设备运行参数的持续监控可以即时发现超限、异常等安全隐患,自动报警并联动安全系统,有效预防安全事故。
- 实现数据驱动的精细化管理: 将设备管理从经验主义转变为基于精确数据的科学管理。所有决策、评估和优化都有据可查、有数可依。
- 促进信息集成与业务协同: 设备管理系统作为企业核心的工业互联网平台,可以与MES(制造执行系统)、ERP(企业资源计划)、SCADA(数据采集与监控系统)等深度集成,打破信息孤岛,实现从设备到生产、到供应链的全局协同。
三、 实施挑战与未来展望
实施此类系统也面临挑战,如老旧设备的数据接入难题、异构网络与协议的整合、数据安全与网络攻击防护、以及初期投资与人才需求等。
随着5G、边缘计算、人工智能和数字孪生技术的进一步成熟,全厂设备综合管理系统将向更智能、更自治的方向演进:
- 边缘智能: 部分数据分析与决策将在网络边缘的设备侧直接完成,响应更快,减轻云端压力。
- AI深度赋能: 更复杂的故障诊断模型、自适应优化控制算法将被广泛应用。
- 高保真数字孪生: 构建与物理设备完全同步的虚拟镜像,用于深度仿真、预测和优化。
利用计算机网络技术构建的全厂设备综合管理系统,是现代企业数字化转型的基石。它超越了传统的设备监控范畴,提供了一套集监测、分析、优化、决策于一体的综合性计算机系统服务,是制造企业迈向智能化、实现可持续发展的关键引擎。